
不銹鋼感應加熱表面淬火
感應加熱表面淬火處理在保證工件基體具有優良的強度、塑性、韌性的同時,提高了工件的表面硬度、耐磨性和抗疲勞性能。感應加熱表面淬火在馬氏體不銹鋼制零件中的應用越來越廣泛。
2Cr13、3Cr13、0Cr13Ni4Mo、0Cr17Ni4Cu4Nb等馬氏體不銹鋼和馬氏體沉淀硬化不銹鋼均可采用感應加熱表面淬火。

一、感應加熱原理
當感應圈中通過交變電流時,在其周圍和內部(如感應圈中的工件)就產生與電流變化頻率相同的交變磁場,這個磁場又使工件內部產生電場即感應電動勢,由于金屬是導體,這個電動勢又會在工件內部產生電流。這種電流的電路在工件內部是閉合的,又稱之為渦流。渦流使工件產生大量的熱。對鋼鐵材料(鐵磁材料)來說,除渦流的熱效應外,還存在“磁滯現象”引起的熱效應。
渦流有其特點,如表面效應(集膚效應)使渦流會集中在表面一定深度,叫渦流透入深度,這個深度也稱電流透入深度δ,電流透入深度δ與交變電流頻率f、工件材料的電阻率ρ及導磁率μ有一定的關系
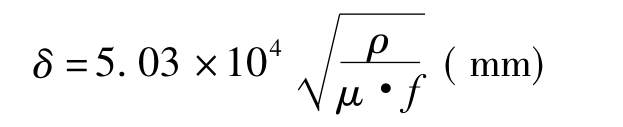
鋼鐵材料的電阻率ρ與溫度成正比,隨材料溫度的升高而增加,而磁導率μ在失磁點以下基本不變,但到失磁點時突然下降,約為1,因此,當工件溫度達到失磁點時,渦流透入深度δ明顯增加。
無論是在失磁點以下的溫度還是在失磁點以上的溫度,渦流都集中在工件表層中,隨與表面距離的增大而急劇下降。可以近似地認為,渦流只在δ的薄層中通過,層外沒有渦流。而渦流所產生的熱量與渦流強度的平方成正比,所以,自表面向里,由渦流產生的熱量下降更快、更明顯,甚至有人認為,渦流產生熱量的85%以上集中在δ的厚度內。
感應渦流的特性決定了感應加熱過程為透入式加熱和傳導式加熱并存的加熱過程。
當感應圈內的工件產生渦流的瞬間,渦流集中在工件的表面層,且表面最強,向里逐漸減弱,工件表面溫度開始升高,當表面溫度升高至失磁溫度時,加熱層被分為兩層,即最外層的失磁層和與其相連的未失磁層。由于失磁層的渦流強度顯著下降,使得最大渦流強度及加熱最強烈的地方轉移至兩層交界處,這時,該處溫度又快速上升,從而使加熱高溫層向內移動,這種因渦流強度向內不斷移動而引起工件加熱層向內移動的工件加熱方式稱“透入式加熱”。當失磁高溫層厚度超過熱態電流透入深度δ后繼續加熱時,熱量總是在δ層中析出,促使該層溫度不斷升高。
在這種透入式加熱使工件表層溫度升高的同時,還存在正常的熱傳導過程,使加熱層的厚度不斷向里延伸,從而完成感應加熱工件表面達到淬火溫度的全過程。
感應加熱的表面加熱層是在失磁條件下進行的,加熱很緩慢,而又是依靠渦流強度向內移動的方式傳遞熱量的,所以,表面過熱小。
二、鋼在感應加熱時的組織轉變特點
感應加熱的一個重要特征是加熱速度快,而鋼的組織轉變與加熱速度有重要的關系,所以,鋼在感應加熱時的組織轉變有與普通加熱不同的特點。
1.感應加熱時奧氏體形成的特點
有研究表明,由于感應加熱速度快,鋼的相變點Ac1、Ac3、Acm的溫度升高,即奧氏體的轉變溫度升高,而且轉變的溫度范圍更寬廣。在加熱溫度相同的條件下,加熱速度越快,珠光體中的鐵素體轉變成奧氏體后,組織中的滲碳體越難充分溶解。奧氏體中的成分不易均勻化。
在快速加熱條件下,由于轉變溫度升高,過熱度大,奧氏體的形核和長大速度都會增加,但形核速度比長大速度快得多,所以,奧氏體晶粒會更細一些。
2.馬氏體不銹鋼的感應加熱特點
馬氏體不銹鋼成分中含有大量的鉻、鉬、鎳等合金元素,在平衡狀態下(如退火狀態),合金元素在鐵素體和碳化物中的分布不同。形成碳化物的元素,鉻、鉬等集中分布在碳化物中,不形成碳化物的元素,鎳等集中分布在鐵素體中,加熱形成奧氏體后,在原碳化物部分,形成碳化物元素濃度高,不形成碳化物元素濃度低。同時,合金元素在奧氏體中的擴散速度比碳慢。所以,在感應快速加熱時,要使奧氏體中的合金元素均勻化,應提高加熱溫度。
馬氏體不銹鋼含合金元素多,奧氏體均勻化比碳鋼和合金結構鋼更困難。因此,感應加熱前具備良好的原始組織尤為重要。鋼加熱奧氏體形核是在鐵素體和滲碳體的交界面處,所以,原始晶粒越細小,鐵素體與滲碳體的相界面越多,奧氏體形核越多,而且,合金元素原子擴散距離也越短,奧氏體的形成和均勻化過程也就越快。可見,細晶粒的原始組織對提高感應加熱淬火的質量很重要。特別是如果原始組織粗大,有帶狀組織、魏氏組織、大塊鐵素體等情況時,感應加熱淬火容易產生過熱或淬火軟點、組織不均等缺陷。
因此,馬氏體不銹鋼感應加熱淬火前應進行調質處理。
五、高頻感應加熱淬火操作
1.感應加熱設備
(1)加熱電源。不論感應加熱電源是何種形式,其輸出功率及頻率必須要滿足工作要求,輸出電壓能控制在±2.5%范圍內或輸出功率在±5%范圍內。
(2)淬火機床。感應加熱淬火機床在旋轉速度、升降速度及高度、工作臺面的跳動等方面應能滿足所處理工件的技術要求。通常軸心擺差不大于0.3mm,軸向移動速度偏差<5%,旋轉可調范圍20~120r/min。并符合JB/T 9201《鋼鐵件的感應淬火回火處理》規定。
(3)時控裝置。感應加熱電源或淬火機床應根據需要裝有控制加熱、間歇、冷卻的裝置。
(4)淬火冷卻設備。淬火冷卻設備應能滿足工件在連續淬火時的水壓(一般為0.12~0.2MPa),流量應滿足在同時淬火時的冷卻能力。
(5)回火設備。要求能自動控溫和記錄,且有強制爐氣循環設施,保證爐溫均勻。
2.感應器
淬火感應器采用薄壁紫銅材料制造,力求保證加熱工件表面各處溫度盡可能均勻,連續淬火感應器的噴水孔要均布,噴水孔直徑在φ0.8~φ1mm之間,噴水孔角度在35°~45°之間。噴水孔中心距一般在2~4mm之間。噴水孔總面積應占有效圈內表面總面積的12%~20%。
3.淬火件的預備處理及工藝規范
(1)感應淬火零件應經過退火、正火或調質預備處理,以使淬火前組織均勻,保證感應加熱淬火后硬度均勻。常見馬氏體不銹鋼高頻淬火前的預處理參見表7-12。加熱前預留的磨余量依據感應頻率不同而定,高頻感應加熱,單邊留量不大于0.3~0.5mm。
(2)加熱方式的確定。根據工件形狀、加熱部位、加熱面積等條件確定加熱方法。
①同時加熱法。采用與被處理的零件淬火表面仿型的感應器,對應工件淬火部位加熱,之后再進行冷卻(可以噴水冷卻,也可以放淬火劑槽中冷卻)。
在一定的頻率下,通過改變單位功率和加熱時間可獲得不同的硬化層。一般采用的最小設備比功率為0.4~4kW/cm2。
②連續加熱法。利用淬火機床使工件旋轉并向下移動,工件經過安裝在固定位置的感應器,其表面被迅速加熱,加熱部位離開感應器時,同時被噴水冷卻。
連續加熱設備比功率一般最小為1.2kW/cm2,常用的移動速度為1~10mm/s。
(3)感應器選用。根據零件形狀、淬火部位、淬火面積、加熱方法來確定。
感應器與零件之間的間隙應力求小且均勻,以提高感應器的加熱效率和加熱的均勻性。一般情況下,軸類件為1.5~3mm;齒輪模數小于或等于3時為2~5mm,大于3時為4~6mm;平面和孔類為1~2mm。
柱面全加熱時,感應器高度比柱面高度小1~2mm,以減小尖角效應。軸類局部同時加熱時,感應器高度應為加熱帶長度的1.05~1.2倍。
(4)加熱溫度。采用高頻感應加熱時,根據加熱速度、原始組織等情況,淬火溫度應比爐中加熱淬火溫度高30~80℃,有時需要更高的溫度。常用不銹鋼感應加熱淬火溫度見表7-12。
(5)加熱時間。連續加熱時,工件加熱表面上任一點的加熱時間相當于該點進入感應圈到離開感應圈的時間,即通過感應圈高度的時間。
在實際生產時,應根據加熱零件的具體情況,選擇感應器高度、淬火機床升降速度、加熱設備功率等技術參數。
(6)參數的確定。選擇合理的電氣參數,是為了保證設備輸出功率及設備在高效率狀態下正常工作。通過調整陽極電壓、反饋和耦合手輪,可以改變陽極負載電壓和陽極負載電流的大小,獲得需要輸出的功率。
當調整耦合和反饋手輪時,若槽路電壓上升則表示輸出功率增加,槽路電壓越高,表示輸出功率越大;若槽路電壓不變或稍有下降,則表示已獲得最大輸出功率。
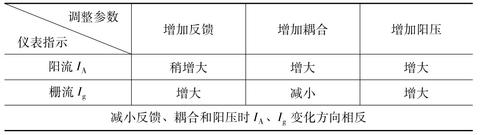
在最佳工作狀態,陽流和柵流的比值K為定值。在使用設備GP-100的條件下,K= 5~8。為調整K值達最佳,需調節反饋和耦合手輪,調節方向及規律見表7-14。
表7-14 調整手輪時陽流和柵流變化
(7)淬火冷卻。
①連續加熱淬火時采用噴射冷卻,此時應保證水壓、噴水方式、水溫等符合工藝要求,以保證充分冷卻。
②同時加熱淬火時,根據工件形狀、材質及淬火部位,可以采用噴射冷卻,也可采用浸液冷卻。
(8)淬火后回火。感應加熱淬火后,根據材質及硬度的要求,選用適當的溫度回火。采用加熱爐回火時,設備應有可靠的控制系統和記錄裝置,最好有爐氣強制循環裝置。也允許采用自回火和感應加熱回火。
4.感應加熱淬火件的質量控制與檢驗
(1)外觀。淬火表面不允許有燒傷或熔化疤痕、裂紋。
(2)硬度。淬火表面應達到技術要求的硬度,硬度檢驗可根據零件大小和硬化層的深度,采用洛氏法(GB/T 230)、維氏法(GB/T 4340)或肖氏法(GB/T 4341)。大型工件也可以用銼刀檢測。表面硬度允許波動范圍見表7-15~表7-17。
表7-15 洛氏硬度波動范圍
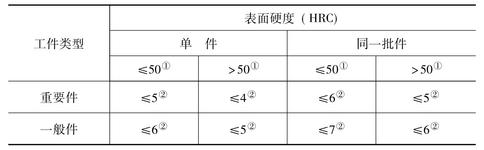
注:(1)同一批件指同材質、同組織、同工藝、同一批處理的零件。
(2)當同一零件不同部位要求不同硬度時,硬度波動是指要求同一硬度的部位。
(3)硬度測定區域不包括硬化區邊緣部位。
(4)硬化區范圍為圖紙或有關文件規定的硬化區域。硬化區范圍應有合理的允許偏差。
(5)表中①為零件要求硬度,②為允許硬度偏差。
表7-16 維氏硬度波動范圍
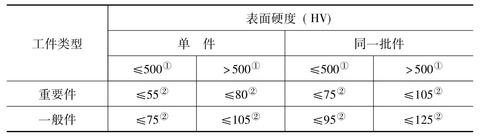
注:(1)同一批件指同材質、同組織、同工藝、同一批處理的零件。
(2)當同一零件不同部位要求不同硬度時,硬度波動是指要求同一硬度的部位。
(3)硬度測定區域不包括硬化區邊緣部位。
(4)硬化區范圍為圖紙或有關文件規定的硬化區域。硬化區范圍應有合理的允許偏差。
(5)表中①為零件要求硬度,②為允許硬度偏差。
表7-17 肖氏硬度波動范圍
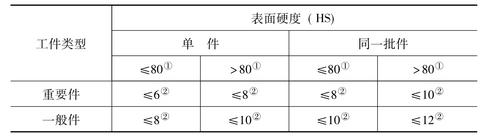
注:(1)同一批件指同材質、同組織、同工藝、同一批處理的零件。
(2)當同一零件不同部位要求不同硬度時,硬度波動是指要求同一硬度的部位。
(3)硬度測定區域不包括硬化區邊緣部位。
(4)硬化區范圍為圖紙或有關文件規定的硬化區域。硬化區范圍應有合理的允許偏差。
(5)表中①為零件要求硬度,②為允許硬度偏差。
(3)有效硬化層深度。必須檢查時,應破壞工件,在要求的硬化區內檢驗,同一零件硬化層深度允許波動0.2mm以下,同批件允許波動0.4mm以下。
硬化層檢測可按GB/T 5617的規定進行。
(4)金相組織。處理部位的金相組織應為技術要求的正常組織。按JB/T 9204要求的方法進行檢查。
(5)變形。處理后的零件變形量應不影響以后的機械加工和使用功能。
5.感應加熱淬火操作注意事項
(1)高頻設備啟動前應通冷卻水冷卻并提前半小時預熱設備。
(2)根據零件形狀、淬火部位、硬度要求等選用正確的感應器,并安全、牢固地固定在輸出變壓器上,及時通入冷卻水。
(3)按要求調整好電氣參數,并注意儀表的指示及變化。
(4)工件進入感應器前禁止送電,也不準在未斷電前將工件退出感應器。
(5)及時正確地將加熱部位冷卻,以保證要求的淬硬層和硬度。
(6)操作時,如發現電源電壓下降到360V以下時,應停止操作。如發現打火或出現不正常現象時應及時關閉設備及總電閘。
(7)淬火完畢,應在切斷燈絲電壓30~60min后再關閉冷卻水。











