
不銹鋼氮碳共滲工藝的生產(chǎn)操作如下:
1.不銹鋼的氣體氮碳共滲操作
(1)氣體氮碳共滲設(shè)備。氣體氮碳共滲設(shè)備一般采用有嚴(yán)格密封條件的井式爐或多用箱式爐,并保證爐內(nèi)氣氛的良好循環(huán)。
設(shè)備應(yīng)有可靠的控溫、測溫系統(tǒng)。爐內(nèi)溫度要均勻,要符合GB/T 9452《熱處理爐有效加熱區(qū)測定方法》的規(guī)定,爐溫差不大于±10℃。
設(shè)備應(yīng)配備相應(yīng)的滲劑供給系統(tǒng),以保證穩(wěn)定可控的滲劑供給量。
(2)滲劑。應(yīng)選用符合標(biāo)準(zhǔn)的,含有氮、碳原子的有機(jī)化合物或符合標(biāo)準(zhǔn)的氨氣及輔助氣體。
無論采用何種類型共滲介質(zhì),都應(yīng)合理配比,控制供給速度,保證為工件提供符合要求的活性氮原子和碳原子。
(3)氣體共滲零件的預(yù)先處理。不銹鋼零件氣體氮碳共滲前應(yīng)進(jìn)行預(yù)先處理,處理方法參見本章第一節(jié)不銹鋼氣體滲氮零件的預(yù)先處理的有關(guān)內(nèi)容。
(4)共滲前的生產(chǎn)準(zhǔn)備。共滲前的生產(chǎn)準(zhǔn)備參見本章第一節(jié)不銹鋼氣體滲氮的生產(chǎn)準(zhǔn)備。
(5)氣體氮碳共滲操作要點(diǎn)。
①空爐升溫到工藝要求的溫度后,保持1~1.5h,使?fàn)t溫均勻。裝入已準(zhǔn)備好的工件、蓋好爐蓋,檢查密封狀況,繼續(xù)升溫通入介質(zhì)并迅速排除爐內(nèi)空氣。
②爐溫升到工藝規(guī)定的溫度且已排出爐內(nèi)空氣后開始計(jì)算保溫時(shí)間,進(jìn)入正常共滲程序。爐溫、保持時(shí)間、介質(zhì)加入量都應(yīng)嚴(yán)格按工藝要求執(zhí)行。
③到規(guī)定的保溫時(shí)間后,工件出爐,或空冷或油冷。工件油冷比空冷變形大,但可大大提高工件的疲勞極限。
對于變形量有特殊要求的精密零件,可以在爐內(nèi)冷卻,此時(shí),爐內(nèi)應(yīng)適當(dāng)通入介質(zhì),以形成爐內(nèi)的保護(hù)性氣氛。
(6)氣體氮碳共滲件質(zhì)量檢查。不銹鋼零件氣體氮碳共滲的質(zhì)量檢查可參照本章第一節(jié)氣體滲氮件質(zhì)量檢查的相關(guān)內(nèi)容。
2.不銹鋼的液體氮碳共滲操作
(1)液體氮碳共滲設(shè)備。液體氮碳共滲設(shè)備一般采用帶有不銹鋼坩堝的井式電爐。坩堝內(nèi)鹽浴溫度波動(dòng)范圍不應(yīng)大于±10℃。
液體氮碳共滲爐應(yīng)配備有抽風(fēng)裝置,能有效地將熔鹽產(chǎn)生的廢氣排出室外。
除共滲爐外,應(yīng)有配套的預(yù)熱爐,將清洗后的工件經(jīng)過預(yù)熱,再裝入共滲爐,以防止工件入爐降低鹽浴溫度。預(yù)熱溫度一般為150~300℃。
還應(yīng)配備熱油浴爐,可控制油溫在100~120℃之間。油浴爐既可作為共滲工件的冷卻,也可作為零件共滲清洗烘干后的浸油處理,以提高工件的表面質(zhì)量。
對于有更高質(zhì)量要求的零件,共滲后可在350℃左右的氧化浴中冷卻,為此,應(yīng)設(shè)置氧化浴爐。氧化浴爐的條件類似于共滲爐。
(2)液體氮碳共滲介質(zhì)。由于毒性較大,直接使用NaCN和KCN已被限制,目前,多數(shù)熱處理廠或者使用由專業(yè)生產(chǎn)廠生產(chǎn)的成品基鹽和調(diào)整鹽,或者使用以尿素、碳酸鹽為主的混合鹽。
①成品基鹽、調(diào)整鹽(再生鹽)。這里的基鹽、調(diào)整鹽指由專業(yè)生產(chǎn)廠將尿素、碳酸鹽為主的混合物經(jīng)熔化后再冷卻而獲得的固體塊狀或顆粒狀成品物,而不是只將幾種原料機(jī)械混合供貨的混合物。
a.基鹽的主要成分為
CNO-: 38%~41%
CN-:<0.1%

其余為以Na+、K+為主的金屬離子。
熔點(diǎn)為410~430℃,熔融態(tài)比重約為1.75g/cm3。
調(diào)整鹽則是比基鹽的CNO-含量更高的物料,主要用于補(bǔ)充、調(diào)整已經(jīng)使用過而且CNO-含量下降到工藝要求下限的鹽浴,使鹽浴中CNO-的含量恢復(fù)到工藝規(guī)定的范圍。
b.基鹽的熔化。首次熔鹽時(shí),將基鹽放入坩堝內(nèi),放入量可控制在坩堝容量的1/3~1/2,將坩堝控制溫度設(shè)定在(520±10)℃的范圍,待坩堝內(nèi)基鹽全部熔化后,再緩慢放入其余基鹽(添加的基鹽不可太潮濕和太涼,以防迸濺),直到預(yù)定量的基鹽全部熔化,調(diào)整鹽浴溫度達(dá)到工藝要求的溫度,并在此溫度空載運(yùn)行約4h后方可投入生產(chǎn)。
此時(shí)熔鹽浴的CNO-濃度為37%~40%。
c.鹽浴的調(diào)整。當(dāng)鹽浴工作一定時(shí)間后,由于[N]、[C]的消耗,鹽浴中的CNO-降低, 升高,當(dāng)CNO-低于規(guī)定值時(shí),氮碳共滲效果減弱,滿足不了要求,而且,
升高,當(dāng)CNO-低于規(guī)定值時(shí),氮碳共滲效果減弱,滿足不了要求,而且, 的升高不但降低了鹽浴的流動(dòng)性,還會(huì)使?jié)B層表面產(chǎn)生疏松。所以,當(dāng)鹽浴中CNO-接近工藝規(guī)定的下限時(shí),應(yīng)用調(diào)整鹽對鹽浴進(jìn)行調(diào)整。
的升高不但降低了鹽浴的流動(dòng)性,還會(huì)使?jié)B層表面產(chǎn)生疏松。所以,當(dāng)鹽浴中CNO-接近工藝規(guī)定的下限時(shí),應(yīng)用調(diào)整鹽對鹽浴進(jìn)行調(diào)整。
添加的調(diào)整鹽重量可按下面的經(jīng)驗(yàn)公式計(jì)算

式中: G為需添加的調(diào)整鹽重量,kg;
Y為預(yù)定調(diào)整后的鹽浴中CNO-百分?jǐn)?shù);
X為調(diào)整前鹽浴中CNO-百分?jǐn)?shù);
M為鹽浴重量,k g;
(鹽浴比重約為1.75g/cm3)
例如,坩堝內(nèi)徑50cm,熔鹽深度80cm,則此時(shí)熔鹽重量為

調(diào)整前鹽浴中的CNO-=33%,即X=33
設(shè)定調(diào)整后鹽浴中的CNO-=36%,即Y=36

如果鹽浴中的CN-升高了,為降低CN-,可通入壓縮空氣,使CN-加速氧化而降低。當(dāng)然,這時(shí)鹽浴中的CNO-含量也有升高的變化。
根據(jù)經(jīng)驗(yàn), 可不化驗(yàn),因?yàn)橐话闱闆r下,CNO-%+
可不化驗(yàn),因?yàn)橐话闱闆r下,CNO-%+
②混合鹽。氮碳共滲用混合鹽指熱處理廠自行采購符合標(biāo)準(zhǔn)
的尿素、碳酸鹽及其他輔助用料,按比例混合的混合物料。也有的材料廠將按比例混合好的基鹽、調(diào)整鹽未經(jīng)熔化而提供給熱處理廠,熱處理廠放入爐內(nèi)熔化后使用。
目前,自行配制的氮碳共滲混合鹽配方較多,這里介紹其中一種。
a.配方為
(NH2)2?CO(尿素)∶Na2?CO3∶KCl∶KOH= 45∶35∶10∶10
上述配方中,(NH2)2?CO和Na2?CO3為主原料,二者通過加熱引起化學(xué)反應(yīng),生成NaCNO,熔化時(shí)(NH2)2?CO比Na2?CO3損失大一些,前者所占比例比二者平衡反應(yīng)需占比例偏大。配方中的KCl和KOH作為輔助用料加入,可提高鹽浴的流動(dòng)性和穩(wěn)定性,也對共滲層質(zhì)量產(chǎn)生積極的影響。
b.混合鹽的熔化。將按比例混合好的鹽加入坩堝,占坩堝深度的3/4左右,通電升溫,可定溫度在480~500℃,待鹽逐漸熔化變成液體,鹽面下沉?xí)r,再逐漸添加其余鹽,力求保持原鹽面高度,直至預(yù)定鹽全部熔化成液體,將溫度調(diào)至540~560℃保持4h后,再放工件開始工作。
這種混合散裝鹽的熔化比成品鹽的熔化更麻煩,熔化過程中有大量的廢氣產(chǎn)生,對周圍環(huán)境及操作者帶來不利的影響,另外,散裝混合鹽熔化時(shí)損失大、利用率低。
c.鹽浴的調(diào)整。這種鹽浴的調(diào)整相對于成品鹽鹽浴調(diào)整比較困難。
由于共滲零件時(shí)消耗了大量的[N]和[C],使鹽浴中的CNO-降低、CO2-升高。CN-升高,鹽浴的流動(dòng)性變差,所以,3調(diào)整鹽浴的目的就是提高CNO-的含量,降低CO2-的含量,使3其恢復(fù)到工藝要求的范圍。所以,這種鹽浴的調(diào)整主要是添加(NH2)2CO,使其參加與鹽浴中的Na2?CO3進(jìn)行反應(yīng),達(dá)到調(diào)整鹽浴成分的目的。添加尿素的重量,可以參照成品調(diào)整鹽的計(jì)算公式,但需將系數(shù)1.15變?yōu)?。
用尿素調(diào)整鹽浴時(shí)要緩慢加入,且攪拌鹽浴,以保證添加的尿素能充分發(fā)揮作用,減少損失。
為保持鹽浴的流動(dòng)性和穩(wěn)定性,也應(yīng)適當(dāng)添加KCl和KOH。
調(diào)整鹽浴時(shí),可降低鹽浴的溫度(500~520℃),待添加物全部熔化后,再升到工藝要求的溫度。
(3)液體氮碳共滲工件的預(yù)先處理。參見本章第一節(jié)不銹鋼氣體滲氮零件預(yù)先處理的有關(guān)內(nèi)容。
(4)共滲前的生產(chǎn)準(zhǔn)備。每爐應(yīng)配備檢查試塊,試塊應(yīng)與工件同材質(zhì)并經(jīng)過相同的工藝程序,表面粗糙度不大于R?a0.4μm。
待滲工件表面不得有脫碳層、銹斑、劃痕、尖角、銳邊,表面最好經(jīng)過加工。
工件共滲面共滲后原則上不允許磨削,必需磨削時(shí),磨削量不應(yīng)大于0.05mm。
共滲工件應(yīng)選擇合適的工裝,細(xì)長件應(yīng)吊掛。
裝爐前應(yīng)認(rèn)真檢查設(shè)備及控制裝置,保證其完好。
(5)液體氮碳共滲工藝及操作要點(diǎn)。
液體氮碳共滲的主要工藝流程是:工件清理——裝卡——預(yù)熱——共滲處理——冷卻——清洗——烘干——浸油。
①工件清理。去除工件表面銹痕、油污,保證工件表面清潔。
②裝卡。依據(jù)工件形狀選擇卡(掛)具,保證工件待滲面不互相接觸,工件擺放均勻。
③預(yù)熱。工件入共滲爐前,應(yīng)經(jīng)300~350℃溫度預(yù)熱,保持時(shí)間不少于30min。
④共滲。預(yù)熱后的工件裝入熔鹽浴爐內(nèi),應(yīng)保證工件浸入鹽浴中,工件之間保留空隙,工件裝入量一般控制在鹽浴重量的30%~40%。
鹽浴成分中,CNO-的控制應(yīng)根據(jù)共滲目的調(diào)整選擇:以提高減摩、抗咬死性能為主要目的時(shí),CNO-最好控制在36%~40%之間;以抗磨損、提高耐磨性為主要目的時(shí),CNO-最好控制在32%~36%之間。通常,CNO-控制在34%~38%之間,各種性能均有較好的效果。
CNO-含量不足會(huì)使?jié)B層深度不夠、硬度不足; CNO-含量過高,可能引起滲層表面質(zhì)量不良,產(chǎn)生疏松。
共滲溫度:氮碳共滲在530~580℃溫度之間都可進(jìn)行,在實(shí)際生產(chǎn)時(shí),根據(jù)材料種類、工件使用功能等因素確定,不銹鋼液體氮碳共滲可選用560~570℃。共滲溫度太低,共滲層深度偏淺,硬度偏低;溫度太高,表面可能產(chǎn)生疏松,溫度超過600℃,有可能因CN-升高、CNO-下降使鹽浴報(bào)廢。
共滲時(shí)間:隨著共滲保溫時(shí)間的加長,滲層深度增加,超過3h后,化合物層深度增加緩慢,而擴(kuò)散層深度則呈直線上升。共滲保溫時(shí)間還對滲層硬度產(chǎn)生影響,有試驗(yàn)表明,共滲保溫時(shí)間超過3h,滲層表面硬度有下降的趨勢,且滲層硬度峰值隨時(shí)間的加長內(nèi)移,說明共滲時(shí)間過長會(huì)引起表面化合物外層產(chǎn)生疏松。所以,不銹鋼氮碳共滲保溫時(shí)間應(yīng)依據(jù)材料及工件的大小,控制在60~180min。
⑤冷卻。工件共滲完成后,出爐冷卻可采用空冷、油冷、水冷或氧化浴分級(jí)冷卻。
空冷可保證工件有最小的冷卻變形。細(xì)長件、薄刃具件、易變形件常采用空冷。但空冷時(shí)表面易現(xiàn)花斑痕,且表面清理較困難。
油冷、水冷可使工件表面潔凈,在一定程度上提高了表面的抗疲勞性能,但易引起冷卻變形。
氧化鹽浴分級(jí)冷卻可使工件表面生成Fe3?O4薄膜,并將從共滲爐內(nèi)帶出的微量氰鹽氧化成無毒物,便于排放,同時(shí)也可徹底去除附著在工件表面的氰化物。
共滲后采用氧化鹽浴冷卻也是下面談到的QPQ處理的必須工序過程。
⑥清洗。冷卻后的共滲件應(yīng)先用熱水煮沸清洗,再用自來水沖洗,以去掉工件表面的殘鹽和微量氰化物。
⑦烘干。清洗后的工件最好在100~200℃溫度下緩慢烘干。
⑧浸油。烘干后的工件在熱機(jī)油中浸泡10~15min,以保證工件表面光亮。
(6)液體氮碳共滲質(zhì)量檢查。
①外觀。共滲并清洗后的工件呈深灰或灰黑色(不銹鋼或鑄鐵件),盲孔、狹縫處不得滯有殘鹽,工作面不得有碰傷、劃痕。
②硬度。表面硬度用低負(fù)荷維氏硬度計(jì)檢測,負(fù)荷量可采用1kg或5kg。檢測硬度應(yīng)達(dá)到技術(shù)要求,并注明采用負(fù)荷值,如HV1或HV5等。
③共滲層深度。化合物層及擴(kuò)散層深度的測量采用有關(guān)標(biāo)準(zhǔn)推薦的腐蝕劑和測量方法。
一般用金相法測量到針狀氮化物終了處即為擴(kuò)散層。碳鋼件檢查時(shí)可將試塊在300℃保溫2h后測量。
也可采用斷面硬度法,即由試樣表面向心部測量顯微硬度(負(fù)荷100g)。由表面測至顯微硬度比心部,即基體硬度高30~50HV處為滲層部深度。
④滲層脆性(滲層致密度)。共滲層脆性可參照滲氮脆性檢驗(yàn)方法和標(biāo)準(zhǔn)GB/T 11354《鋼鐵零件共滲層深度測定和金相組織檢驗(yàn)》。
三、不銹鋼的液體硫氮碳共滲
硫氮碳共滲實(shí)際上就是在氮碳共滲鹽中加入硫元素,工件表面在滲入氮、碳的同時(shí)滲入硫的工藝過程。目前,在專業(yè)廠提供的作為硫氮碳共滲的鹽中,已含有不小于1.5×10-3%~2×10-3%的S2-。
1.液體硫氮碳共滲層組織及效果
在共滲過程中,以硫、氮為主滲入元素,所以,工件經(jīng)硫氮碳共滲后,在最表面層有不大于10μm的FeS密集層,次表面層為含有FeS、Fe2(NC)、Fe3(NC)及Fe4?N的共滲層,再向里為以氮為主的擴(kuò)散層。碳只能以碳化物的形式(如Fe3?C)存在于表面化合物層中。
由于工件共滲層最外層有FeS存在,大大降低了工件表面的摩擦系數(shù),從而提高了抗咬合和抗黏著性能。在Falex摩擦試驗(yàn)機(jī)上進(jìn)行的試驗(yàn)結(jié)果表明,ZGCr28鐵素體不銹鋼經(jīng)硫氮碳共滲后的抗擦傷負(fù)荷比不處理者高6倍,比離子滲氮者高41%。1Cr18Ni12Mo2Ti奧氏體不銹鋼經(jīng)硫氮碳共滲后的抗擦傷負(fù)荷比未處理者提高2倍以上。
不銹鋼硫氮碳工藝及效果參見表7-10。
2.液體硫氮碳共滲生產(chǎn)的相關(guān)問題
液體硫氮碳共滲的工藝操作、生產(chǎn)安全注意事項(xiàng)、共滲可能產(chǎn)生的缺陷及預(yù)防措施等問題參見液體氮碳共滲的相關(guān)內(nèi)容及表7-9。
另外,需要說明以下一些問題。
(1)共滲鹽浴中S2-的補(bǔ)充。在生產(chǎn)廠家提供的成品鹽中,已含有不小于1.5×10-3%~2×10-3%的S2-,但在使用中,S2-會(huì)消耗,使含量降低,所以,應(yīng)適時(shí)進(jìn)行補(bǔ)充。在生產(chǎn)現(xiàn)場對S2-的化驗(yàn)比較困難,S2-的補(bǔ)充可依據(jù)經(jīng)驗(yàn)進(jìn)行。在正常使用情況下,每24h,按每100kg熔鹽添加2~4g的K2?S。
(2) S2-含量的控制。根據(jù)處理工件使用的主要功能來考慮S2-的含量控制。
工件以提高減摩性能,提高抗擦傷、抗咬合性能為主時(shí),鹽浴中的S2-含量可控制為大于2×10-3%;以提高耐磨、抗疲勞性能為主時(shí),鹽浴中的S2-含量控制在0.5×10-3%~1.5×10-3%即可。
(3) K S在鹽浴中有降低CN-的作用。在硫氮碳共滲鹽浴2中,K2?S的存在還會(huì)發(fā)生以下化學(xué)反應(yīng)
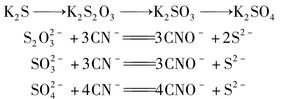
通過這些化學(xué)反應(yīng),可使鹽浴中有毒的CN-下降。有研究表明:由于K S的作用,可使共滲鹽浴中的CN-的含量從2?2.5%~3.0%下降至0.1%~0.8%。
四、不銹鋼的QPQ處理
QPQ是Quench Polish Quench的縮寫,其原始完整的含意是:工件在液體滲氮(或液體氮碳共滲)并采用氧化鹽浴冷卻后,對表面進(jìn)行機(jī)械拋光或研磨,再經(jīng)氧化鹽浴表面氧化處理的工藝過程。有的將QPQ處理稱為淬火—拋光—淬火處理,這種理解值得商榷。因?yàn)橐后w滲氮(或液體氮碳共滲)的溫度一般采用530~580℃,低于Fe-N相圖中的共析溫度(約590℃),加熱時(shí)不發(fā)生α─→γ的轉(zhuǎn)變過程,冷卻時(shí)也不發(fā)生γ→─M的轉(zhuǎn)變過程。
在拋光后再次經(jīng)過氧化浴時(shí),也只是拋光后的表面氧化過程。始終不發(fā)生淬火過程。
從QPQ處理的工藝過程可見,第一程序就是液體滲氮(或液體氮碳共滲),只不過是采用的冷卻方式必須是氧化鹽浴冷卻。第二程序是滲層表面拋光(或研磨),工件經(jīng)過鹽浴處理后的表面不可避免地存在粗糙、多孔的顯微層,經(jīng)過機(jī)械拋光或研磨后,改善了表面的光潔度,這時(shí)的耐腐蝕性能可能略有下降。第三程序是拋光后的工件表面在氧化鹽浴中受到氧化,這時(shí)的耐腐蝕性能顯著提高。
QPQ處理及其他不同的表面處理狀態(tài)在鹽霧試驗(yàn)時(shí)的耐腐蝕效果見表7-11。
表7-11 不同表面狀態(tài)在鹽霧中耐腐蝕性能
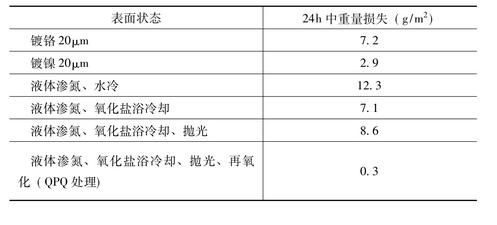
由此可認(rèn)為,QPQ處理所以得到廣泛應(yīng)用,是由于其氮化(或氮碳共滲)并在氧化鹽浴中冷卻,可獲得高的表面硬度、耐磨性能、耐疲勞性能和拋光后再氧化獲得的高耐腐性能的優(yōu)良效果。
1.QPQ處理工藝
如前所述,QPQ處理主要有以下過程。
(1)液體滲氮(或液體氮碳共滲)。液體滲氮或液體氮碳共滲工藝方法、效果及可能出現(xiàn)的缺陷參見本章液體氮碳共滲的有關(guān)內(nèi)容。
(2)滲后冷卻。QPQ處理中滲氮或氮碳共滲工序中的冷卻方式必須采用氧化鹽浴冷卻。
氧化鹽是一種強(qiáng)堿性鹽,pH值為12~12.5,熔化后的鹽浴具有強(qiáng)烈的氧化性。
氧化鹽的熔點(diǎn)不大于300℃,使用溫度在350~400℃之間。
工件在氧化鹽浴中的保持時(shí)間,依據(jù)工件大小或多少控制在15~30min即可。
在氧化鹽浴中保持后,可依據(jù)工件的情況,采用空冷或水冷。
工件氧化后,在表面形成Fe3?O4薄膜。
(3)工件的表面拋光。液體滲氮或液體氮碳共滲后并經(jīng)氧化鹽浴冷卻的工件,采用機(jī)械方法對表面進(jìn)行拋光或研磨,將工件表面粗糙度提高至R?a0.09~0.15μm即可。
(4)氧化。經(jīng)機(jī)械拋光或研磨后的工件放入氧化鹽浴中再氧化。
氧化鹽浴與氮化冷卻鹽浴相同,保持溫度在350~400℃,保持時(shí)間可短一些,一般在5~10min。
2.QPQ處理生產(chǎn)中的相關(guān)問題
要進(jìn)行QPQ處理的工件,也應(yīng)有預(yù)先的熱處理、滲氮(或氮碳共滲)前的表面清理、預(yù)熱、處理后的清洗、烘干和浸油的程序,這些程序的具體要求可參見本章液體氮碳共滲的相關(guān)內(nèi)容。
同樣,不銹鋼P(yáng)QP處理工藝參數(shù)及處理后可獲得的滲層效果可參見本章液體氮碳共滲的相關(guān)內(nèi)容。











