
一、焊接性
銅及銅合金的焊接性比較差,焊接銅及銅合金比焊接低碳鋼困難得多。焊接時容易產生以下問題:
(1)焊縫成形能力差,銅及銅合金熔焊時容易出現母材難于熔合、坡口焊不透和焊縫表面成形差的外觀缺陷。
(2)焊接接頭容易產生裂紋,銅及銅合金焊接時,在焊縫和熱影響區均可能產生裂紋,其中最常見的是焊縫熱裂紋。
(3)銅在液態能溶解較多的氫氣,如果焊縫金屬冷卻較快,過剩的氫氣來不及逸出,在焊縫的各個部位均易產生氣孔。
(4)銅在液態容易氧化,合金元素燒損,使焊接接頭性能下降,特別是塑性和韌性會明顯降低。
(5)銅及銅合金的線膨脹系數大,比低碳鋼約大50%以上,焊后的工件易產生變形。
二、氣焊工藝
1. 紫銅
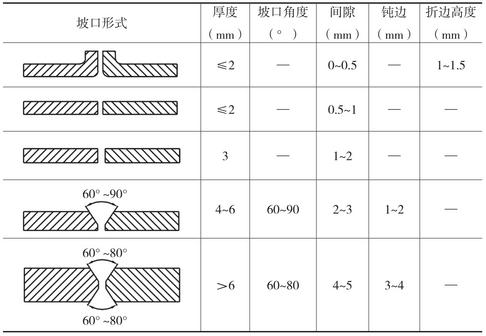
紫銅氣焊的坡口形式如表3-6所示。
表3-6 紫銅氣焊的坡口形式
焊絲可采用HS201(紫銅焊絲)或HS202(低磷銅焊絲),這兩種焊絲都含有脫氧劑,此外,還可用一般的紫銅絲或母材金屬的剪條,把脫氧劑放到焊粉中去,氣焊熔劑可采用CJ301。
焊前應仔細清理焊絲和焊件的表面,通常用鋼絲刷或砂紙打光,以去除表面的油污和吸附的氣體。
焊接火焰應選用中性焰。氧化焰會使熔池氧化,在焊縫中形成脆化的氧化亞銅,碳化焰則會產生一氧化碳和吸附的氣體,進入焊縫形成氣孔。
由于紫銅的導熱性高而熱容量大,焊嘴的號數應比焊接碳鋼時稍大,并在焊前將焊件預熱,對中、小焊件的預熱溫度為400~500℃,厚大焊件預熱溫度為600~700℃,為了防止熱量散失,焊件最好放在絕熱材料(如石棉板)上焊接。
焊接時,銅液容易吸收氣體,使焊縫金屬產生多孔性的缺陷,由于焊縫熱影響區的晶粒粗大,會使焊接接頭的力學性能降低,所以焊縫的焊接層數越少越好,最好進行單道焊。焊后錘擊焊接接頭,能使金屬致密和晶粒變細,從而提高其力學性能。對厚度小于5mm的焊件可在冷態錘擊,較厚的焊件可在焊后冷至250~350℃時錘擊。
2. 黃銅
黃銅是銅鋅合金,由于鋅的熔點是419℃,沸點是906℃,因而在焊接時會造成鋅的大量蒸發。鋅的蒸發不但使黃銅的力學性能發生變化,還會使操作困難,并影響焊工的健康。氣焊是黃銅最常用的焊接方法,可以采用含硅的焊絲阻止鋅的蒸發,因為硅氧化后在熔池表面形成一層氧化物薄膜,既阻止了鋅的蒸發又防止了氫的侵入。
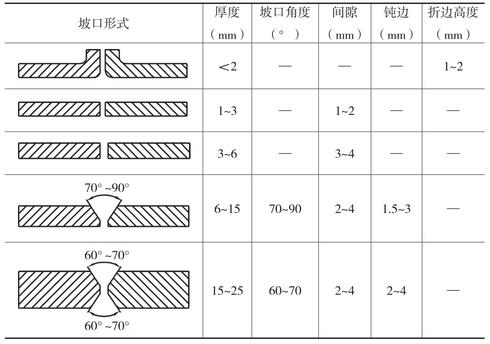
黃銅氣焊的坡口形式如表3-7所示。
表3-7 黃銅氣焊的坡口形式
焊絲可采用HS221、HS222、HS224等。這些焊絲中含有硅、錫、鐵等元素,能夠防止和減少熔池中鋅的蒸發和燒損,有利于保證焊縫的力學性能,防止焊縫中產生氣孔。也可用母材剪條作為填充金屬。氣焊熔劑通常采用CJ301。
焊前必須仔細清理焊件坡口及焊絲表面。焊接較厚大的焊件應預熱400~500℃。厚度15mm以上的焊件應預熱到550℃,黃銅鑄件焊補前也須局部或全部預熱。
為了減少鋅的蒸發,焊接火焰應采用輕微的氧化焰,特別是用含硅焊絲時使熔池表面覆蓋一層氧化硅薄膜,防止鋅的蒸發。氣焊后,可在550~650℃下進行退火,以消除焊縫應力和改善焊縫的性能。
3. 青銅
(1)錫青銅。氣焊時,一般需將焊件預熱至350~450℃,由于錫青銅在高溫時有脆性,故在焊接時不允許有沖擊,焊后也不能立即搬動,以防焊件開裂。
焊接火焰應采用中性焰,火焰能率與低碳鋼氣焊相同。焊絲可采用與焊件金屬類似的青銅棒,含錫量應比母材金屬高1%~2%,以補償焊接時錫的燒損。對于含錫量高的青銅應采用含有硅、磷、錳等脫氧元素的青銅棒。氣焊熔劑采用CJ301。
(2)鋁青銅。鋁青銅氣焊熔劑使用CJ401,可有效地破壞熔池表面產生的氧化膜(Al2O3),防止熔池金屬不易與填充金屬熔合。焊接時,必須用焊絲的端部不斷地攪動熔池表面,以促使熔滴與熔池良好地熔合。在同一焊件上焊補多個缺陷時,應先補焊大的缺陷,這樣可以實現對焊件很好的預熱,再補焊小的缺陷。當焊補長而深的缺陷時,最好將焊件傾斜15°進行上坡單道焊,以保證接頭質量。











